- на расстоянии
-
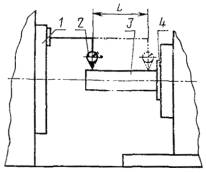
2.10.2. на расстоянии l.

Черт. 6
Таблица 4
Наибольший диаметр устанавливаемой заготовки, мм
Номер пункта
l, мм
Допуск, мкм, для станков классов точности П, В, А
200
2.10.1
-
4
2.10.2
150
6
Св. 200 до 400
2.10.1
-
5
2.10.2
200
8
» 400 » 800
2.10.1
-
5
2.10.2
300
10
» 800 » 1600
2.10.1
-
8
2.10.2
300
12
Измерения - по ГОСТ 22267, разд. 15, метод 2 (черт. 6).
2.11. Параллельность направления перемещения стола и оси шпинделя бабки изделия:
2.11.1. в вертикальной плоскости;
Источник: ГОСТ 25-90: Станки внутришлифовальные. Основные параметры и размеры. Нормы точности оригинал документаСмотри также родственные термины:
2.4.2. На расстоянии L

Рис. 4
Таблица5
Ширина основания силовой головки В, мм
Номер проверки
L, мм
Допуск, мкм, для головок класса точности
Н
П
50; 63
2.4.1
-
8
5
2.4.2
50
10
6
80; 100
2.4.1
-
10
6
2.4.2
75
12
8
125;160
2.4.1
-
12
8
2.4.2
75
16
10
200; 250
2.4.1
-
16
10
2.4.2
100
20
12
320; 400
2.4.1
-
20
12
2.4.2
150
25
16
Измерения - по ГОСТ 22267, разд. 15, метод 2.
Определения термина из разных документов: На расстоянии LИсточник: ГОСТ 25427-91: Головки силовые с выдвижной пинолью агрегатных станков. Основные размеры. Нормы точности оригинал документа1.8.2. На расстоянии L

Черт. 6
Таблица 6
Наибольший диаметр обрабатываемых зубчатых колес, мм
Номер пункта
L, мм
Допуск, мкм, для станков классов точности
Н
П
В
А
До 125
1.8.1
-
-
5
3
2
1.8.2
75
-
6
4
2,5
Св. 125 до 200
1.8.1
-
-
5
3
-
1.8.2
150
-
8
5
-
Св. 200 до 500
1.8.1
-
-
6
4
-
1.8.2
150
-
8
5
-
Св. 500 до 800
1.8.1
-
-
8
5
-
1.8.2
150
-
12
8
-
Св. 800 до 1600
1.8.1
-
16
10
6
-
1.8.2
150
25
16
10
-
Измерения - по ГОСТ 22267-76, разд. 15, метод 2 (черт. 6).
Определения термина из разных документов: На расстоянии LИсточник: ГОСТ 9152-83: Станки зуборезные для конических колес с круговыми зубьями. Нормы точности и жесткости оригинал документа2.3.2. На расстоянии L

Черт. 2
Таблица 2
Ширина В бабок, мм
Номер проверки
L, мм
Допуск, мкм, для класса точности
Н
П
В
125; 160
2.3.1
-
10
6
4
2.3.2
150
12
8
5
200; 250
2.3.1
-
12
8
5
2.3.2
200
16
10
6
320; 400
2.3.1
-
16
10
6
2.3.2
300
20
12
8
500; 630
2.3.1
-
20
12
8
2.3.2
500
30
20
12
Измерения - по ГОСТ 22267, разд. 15, метод 2.
Определения термина из разных документов: На расстоянии LИсточник: ГОСТ 21186-91: Бабки расточные агрегатных станков. Основные размеры. Нормы точности и жесткости оригинал документа2.3.2. На расстоянии L

Черт. 2
Таблица 2
Ширина В бабок, мм
Номер проверки
L, мм
Допуск, мкм
125; 160
2.3.1
-
16
2.3.2
150
20
200; 250
2.3.1
-
20
2.3.2
200
25
320; 400
2.3.1
-
25
2.3.2
300
30
Измерения - по ГОСТ 22267, разд. 15, метод 2.
Определения термина из разных документов: На расстоянии LИсточник: ГОСТ 21191-91: Бабки сверлильные агрегатных станков. Основные размеры. Нормы точности оригинал документа1.14.2. На расстоянии L от плоскости вершин резцов
Черт. 12
Таблица 12
Наибольший диаметр обрабатываемых зубчатых колес, мм
Номер пункта
L, мм
Допуск, мкм, для станков классов точности
Н
П
В
А
До 125
1.14.1
-
-
8
5
3
1.14.2
75
-
10
6
4
Св. 125 до 200
1.14.1
-
-
10
6
-
1.14.2
150
-
12
8
-
Св. 200 до 500
1.14.1
-
-
12
8
-
1.14.2
150
-
16
10
-
Св. 500 до 800
1.14.1
-
-
16
10
-
1.14.2
150
-
20
12
-
Св. 800 до 1600
1.14.1
-
30
20
12
-
1.14.2
150
40
25
16
-
В отверстие шпинделя 4 (черт. 12) бабки изделия плотно вставляют контрольную оправку 3. Бабку изделия устанавливают на угол 90°. На станках, имеющих гипоидное смещение, шпиндельную головку устанавливают в нулевое положение. На торце люльки 1 закрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки последовательно в положении 1.14.1 (в плоскости вершин резцов) и в положении 1.14.2 (на расстоянии L от плоскости вершин резцов). Направление измерения должно быть по нормали к поверхности оправки.
Измерения проводят при медленном повороте люльки вручную в направлении рабочего хода на угол около 50° из трех различных начальных положений на всей рабочей зоне ее качания. Бабку изделия выставляют так, чтобы показания измерительного прибора были наименьшими.
Отклонение от соосности равно наибольшей алгебраической разности показаний измерительного прибора в каждом его положении.
1.15. Точность связанных поворотов люльки и шпинделя бабки изделия (для станков, имеющих возможность соосной установки и настройки синхронного вращения люльки и шпинделя бабки изделия):
1.15.1. За один рабочий цикл;
Определения термина из разных документов: На расстоянии L от плоскости вершин резцовИсточник: ГОСТ 9152-83: Станки зуборезные для конических колес с круговыми зубьями. Нормы точности и жесткости оригинал документа2.3.2. На расстоянии L.

Черт. 2
Таблица 2
Ширина В бабок, мм
Номер проверки
L, мм
Допуск, мкм, для бабок класса точности
Н
П
В
2.3.1
-
10
6
4
125; 160
2.3.2
150
12
8
5
2.3.1
-
12
8
5
200; 250
2.3.2
200
16
10
6
2.3.1
-
16
10
6
320; 400
2.3.2
300
20
12
8
2.3.1
-
20
12
8
500; 630
2.3.2
500
25
16
10
Измерения - по ГОСТ 22267, разд. 15, метод 2.
Определения термина из разных документов: На расстоянии L.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.